Борьба с цветовым отклонением
Проблема нестабильности цвета при производстве мебели остается одной из самых острых для производителей межкомнатных дверей и интерьерных решений. Разнотон в партиях ПВХ-пленки приводит к серьезным операционным сложностям: от необходимости постоянного цветоподбора до возврата готовых изделий конечными клиентами. В данной статье мы рассмотрим научные основы возникновения цветового дрейфа и практические методы его контроля на основе международных стандартов.
Цветовой разнотон — это нежелательное изменение цветовых характеристик материала во времени или между производственными партиями. Для понимания механизмов этого явления необходимо рассмотреть несколько ключевых факторов:
Химическая нестабильность пигментов и красителей
Пигменты и красители, используемые в производстве ПВХ-пленок, подвержены различным химическим превращениям:
- Фотодеградация: Под воздействием УФ-излучения происходит разрыв химических связей в молекулах красителей, что приводит к изменению их спектральных характеристик
- Окисление: Контакт с кислородом воздуха вызывает окислительные процессы, особенно в присутствии тепла и влаги
- Термическая деградация: При высоких температурах производства (экструзия, ламинация) возможна частичная деструкция красителей
Вариации в структуре МДФ-основы
Качество и характеристики МДФ-плиты существенно влияют на конечный цвет покрытия:
- Пористость поверхности: Различия в плотности и пористости МДФ приводят к неравномерному впитыванию клея и изменению оптических свойств покрытия
- Белизна основы: МДФ-плиты разных партий могут иметь различный базовый оттенок, который проявляется через тонкие покрытия
- Влажность: Изменения влажности МДФ влияют на адгезию покрытия и его оптические характеристики
Условия нанесения покрытия
Процесс ламинации и окутывания включает множество переменных, каждая из которых может повлиять на цвет:
- Температура: Отклонения даже на 5-10°C могут изменить степень полимеризации клея и прозрачность пленки
- Давление: Недостаточное давление приводит к образованию микропузырьков воздуха, изменяющих визуальное восприятие цвета
- Скорость линии: Высокие скорости нанесения требуют особой стабильности физико-механических свойств пленки
Влияние оборудования
Различия в оборудовании создают дополнительные сложности:
- Разная геометрия валов и систем нагрева
- Отличия в системах натяжения пленки
- Вариации в системах вакуумного прижима
Традиционная визуальная оценка цвета имеет критические недостатки:
- Субъективность: Разные операторы могут по-разному оценивать один и тот же образец
- Зависимость от освещения: Цвет выглядит по-разному при разном освещении
- Усталость глаз: Длительная работа снижает точность оценки
- Невозможность документирования: Сложно передать точные цветовые параметры поставщику
Решением является внедрение инструментальных методов контроля на основе спектрофотометрии.

Что такое спектрофотометр?
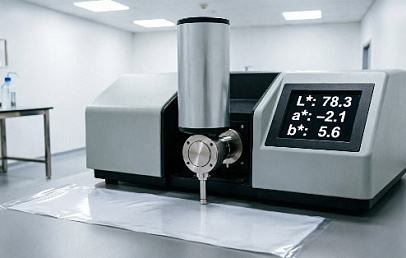
Спектрофотометр — это прибор, который измеряет интенсивность света, отраженного или пропущенного образцом, в зависимости от длины волны. В отличие от колориметров, которые дают только цветовые координаты, спектрофотометры регистрируют полный спектр отражения.
Принцип работы:
- Источник света освещает образец
- Детектор измеряет интенсивность отраженного света
- Прибор сканирует диапазон видимого спектра (обычно 360-780 нм)
- Строится кривая спектрального отражения
- На основе кривой рассчитываются цветовые координаты
Преимущества спектрофотометрии:
- Объективность: Числовые значения не зависят от оператора
- Точность: Возможность обнаружения минимальных отклонений (ΔE <0.5)
- Воспроизводимость: Результаты можно сравнивать между разными лабораториями
- Документирование: Все измерения сохраняются в базе данных
Для количественной оценки цвета используется цветовое пространство CIE L*a*b*, разработанное Международной комиссией по освещению (CIE) в 1976 году.
Компоненты L*a*b*:
- L* (Lightness) — светлота, от 0 (черный) до 100 (белый)
a* — координата красно-зеленой оси:
Положительные значения: красный оттенок
Отрицательные значения: зеленый оттенок
b* — координата желто-синей оси:
Положительные значения: желтый оттенок
Отрицательные значения: синий оттенок
Пример интерпретации:
Образец 1: L* = 78.3, a* = -2.1, b* = 5.6
Образец 2: L* = 77.8, a* = -1.9, b* = 6.1
Различия между образцами можно количественно оценить с помощью метрики ΔE.
Стандарт 13655 — это международный стандарт, определяющий методы измерения спектральных данных и колориметрических величин для графических технологий и смежных отраслей. Хотя стандарт изначально разработан для полиграфии, его принципы успешно применяются в производстве декоративных покрытий.
Основные положения стандарта:
Стандартные осветители (Illuminants)
Стандарт определяет несколько типов стандартных источников света:
● D50 (5003K) — стандартный дневной свет, используется в полиграфии
● D65 (6504K) — средний дневной свет, наиболее распространен в промышленности
● A (2856K) — свет лампы накаливания
● F2, F7, F11 — флуоресцентные источники света
Выбор осветителя зависит от условий, в которых будет использоваться изделие. Для межкомнатных дверей обычно используют D65.
Геометрия измерения
Стандарт определяет несколько геометрий измерения:
● 0°/45° (или 45°/0°): Освещение под углом 0°, измерение под углом 45° (или наоборот). Исключает зеркальное отражение, подходит для глянцевых поверхностей
● d/8° (диффузное освещение, измерение под 8°): Может использоваться с включенным (SPIN) или исключенным (SPEX) зеркальным компонентом
● 8°/d: Обратная геометрия к d/8°
Для ПВХ-пленок с тиснением рекомендуется геометрия d/8° с исключением зеркального компонента (SPEX).
Спектральный диапазон и шаг
Диапазон:
● Диапазон: 380-780 нм (видимый спектр)
● Шаг: не более 10 нм (предпочтительно 5 нм или меньше)
● Полуширина полосы (FWHM): не более 15 нм
Формула ΔE*ab (CIE 1976):
ΔE*ab = √[(ΔL*)² + (Δa*)² + (Δb*)²]
где:
● ΔL* = L*образца - L*эталона
● Δa* = a*образца - a*эталона
● Δb* = b*образца - b*эталона
|
ΔE значение |
Визуальная оценка |
Применение |
|
0 - 0.5 |
Не различимо |
Идеальное совпадение |
|
0.5 - 1.0 |
Различимо только опытному наблюдателю |
Высокое качество |
|
1.0 - 2.0 |
Заметно при внимательном сравнении |
Приемлемо для большинства применений |
|
2.0 - 4.0 |
Заметно |
Требует улучшения |
|
> 4.0 |
Существенное различие |
Недопустимо |
Рекомендуемые допуски для декоративных ПВХ, ПП и ПЭТ - пленок:
- Монохромные декоры: ΔE ≤ 0.5
- Декоры с текстурой: ΔE ≤ 1.0
Усовершенствованные формулы:
Для лучшей корреляции с визуальным восприятием разработаны улучшенные формулы:
- ΔE CMC (l:c): Учитывает эллиптичность цветового пространства
- ΔE CIE 1994: Вводит весовые коэффициенты для L*, C*, h°
- ΔE CIE 2000 (ΔE₀₀): Наиболее совершенная формула на сегодняшний день
Для критичных применений рекомендуется использовать ΔE₀₀.
Этап 1: Создание эталонной базы
- Выбор эталонов: Для каждого декора создается эталонный образец
- Измерение эталона: Проводится не менее 5 измерений в разных точках
- Документирование: Фиксируются средние значения L*, a*, b* и допустимые отклонения
- Хранение: Эталон хранится в защищенном от света месте при контролируемой температуре и влажности
Этап 2: Входной контроль ПВХ-пленки
Процедура входного контроля должна включать:
- Отбор проб: Из каждого рулона отбираются образцы (минимум 3 точки: начало, середина, конец)
- Подготовка образцов: Образцы кондиционируются при температуре 23±2°C и влажности 50±5% в течение 24 часов
- Измерение: Каждую точку измеряют 3 раза, поворачивая образец на 90°
- Анализ: Рассчитывается среднее значение и ΔE относительно эталона
Принятие решения:
● ΔE ≤ 1.0: Партия принимается
● 1.0 <ΔE ≤ 2.0: Партия отклоняется
● ΔE> 2.0: Партия отклоняется
Этап 3: Контроль в процессе производства
- Периодичность: Измерения проводятся каждые 2 часа или при смене рулона
Контрольные точки:
● После линии ламинации/окутывания
● После вакуумного пресса
● Готовые изделия
- Документирование: Все результаты заносятся в журнал контроля качества
Этап 4: Калибровка оборудования
- Ежедневная калибровка: Перед началом работы прибор калибруется по белой и черной плиткам
- Еженедельная проверка: Измерение контрольного образца для проверки стабильности прибора
- Ежегодная поверка: Отправка прибора в аккредитованную лабораторию
|
Причина |
Симптомы |
Метод устранения |
|
Нестабильность состава красителей |
Постепенное изменение цвета в пределах одной партии |
Требовать от поставщика сертификаты с каждой партии, внедрить статистический контроль процесса |
|
Различия в толщине пленки |
Изменение насыщенности цвета |
Контроль толщины микрометром, корректировка режимов нанесения |
|
Неоднородность МДФ |
Пятнистость, локальные изменения цвета |
Улучшить подготовку поверхности, использовать праймеры |
|
Отклонения температуры |
Изменение оттенка после термообработки |
Стабилизировать температурные режимы, установить дополнительную термоизоляцию |
|
Влажность МДФ |
Пузыри, изменение адгезии и цвета |
Контроль влажности МДФ (8-10%), кондиционирование перед обработкой |
|
Старение красителей |
Постепенное выцветание при хранении |
Соблюдать условия хранения (температура 15-25°C, влажность 40-60%, защита от света) |
Для предотвращения разнотона рекомендуется внедрить систему статистического контроля процесса:
Контрольные карты Шухарта
- Карта средних: Отслеживает изменение среднего значения L*, a*, b* во времени
- Карта размахов: Контролирует вариацию внутри подгруппы
Правила интерпретации:
- Точка за пределами контрольных границ (±3σ): Процесс вышел из-под контроля
- 7 точек подряд по одну сторону от центральной линии: Смещение процесса
- Тренд из 6 точек: Процесс дрейфует
Действия при выходе из-под контроля:
- Остановить производство
- Выявить причину (анализ 5 почему)
- Устранить причину
- Проверить продукцию с момента последнего стабильного измерения
- Вернуть процесс в контролируемое состояние
Внедрение комплексной системы контроля цвета на основе Стандарта 13655 и спектрофотометрии дает измеримые результаты:

Рисунок 3: Сравнение до и после внедрения системы контроля цвета:
Типичные улучшения (на основе реальных кейсов):
|
Показатель |
До внедрения |
После внедрения |
Улучшение |
|
Процент возвратов |
8-12% |
<2% |
↓ 80-85% |
|
Время на цветоподбор |
3-5 дней |
0-1 день |
↓ 80% |
|
Уровень брака |
6-8% |
1.5-2% |
↓ 75% |
|
Количество рекламаций |
15-20/мес |
2-3/мес |
↓ 87% |
|
Скорость производства |
65-70% |
92-95% |
↑ 35% |
Стабильность производства
● Исчезает необходимость делить партии на цветовые зоны
● Упрощается логистика между филиалами
● Стандартизируется сборка изделий
Удовлетворенность клиентов
● Снижение количества возвратов
● Улучшение качества готовых изделий
● Рост положительных отзывов
Оптимизация затрат
● Сокращение потерь материала
● Уменьшение затрат на переделку
● Снижение расходов на логистику возвратов
Конкурентные преимущества
● Возможность гарантировать стабильность цвета
● Укрепление репутации надежного производителя
● Расширение клиентской базы
Помимо цвета, критически важны другие параметры ПВХ-пленки:
Прочность на разрыв
Относительное удлинение
Термостойкость
● Стабильность цвета после термообработки: ΔE ≤ 1.0
Стойкость к царапинам (антискрейтч)
Для производителей с высокоскоростными линиями критически важно качество намотки рулонов:
Параметры контроля:
Плотность намотки: Равномерная по всей ширине и диаметру
Отсутствие дефектов:
● Смещение слоев: ≤ 2 мм
● Морщины и складки: недопустимы
● Воздушные пузыри: недопустимы
Длина рулона:
● Для высокоскоростных линий: 600-800 п.м.
Маркировка: Четкая, читаемая, с указанием:
● Номера партии
● Даты производства
● Декора
● Длины
Однородность цвета
- Визуальный осмотр при стандартном освещении D65
- Отсутствие пятен, полос, включений
Качество тиснения
- Соответствие эталонному образцу
- Глубина рельефа: ± 0.05 мм
- Отсутствие смазывания рисунка
Глянец/матовость
- Измерение блеска под углом 60°
Борьба с цветовым разнотоном — это комплексная задача, требующая системного подхода и внедрения современных методов контроля. Переход от субъективной визуальной оценки к объективным инструментальным измерениям на основе стандарта 13655 позволяет:
- Обеспечить стабильность цвета между партиями и в пределах одной партии
- Снизить процент брака и возвратов готовой продукции
- Повысить эффективность производства за счет устранения простоев на цветоподбор
- Укрепить репутацию производителя на конкурентном рынке
- Выстроить прозрачные отношения с поставщиками на основе четких технических спецификаций
Ключевые факторы успеха:
- Инвестиции в современное измерительное оборудование (спектрофотометры)
- Обучение персонала и повышение квалификации
- Стандартизация процессов на всех этапах производства
- Тесное сотрудничество с поставщиками ПВХ-пленки
- Постоянный мониторинг и анализ данных
Внедрение системы контроля цвета — это не разовое мероприятие, а непрерывный процесс улучшения, который приносит измеримые бизнес-результаты и создает долгосрочные конкурентные преимущества.
Компания ОРТО готова оказать поддержку во внедрении системы контроля цвета, предоставить консультации, помочь в разработке стандартов. Свяжитесь с нами для получения детальной информации.
Стабильность цвета — это не просто технический параметр, это ваше конкурентное преимущество на рынке.